Earlier, we shared the overall information of metal stamping dies, including their usage scenarios, application scope, advantages and disadvantages.
Here, we will share some specific design and manufacturing experiences to provide our understanding of dies accumulated over the years. Through this article, we hope to give you a better understanding of the specific details of metal stamping dies in China.
Quick links: (hidden button)
- What is a stamping die?
- Classification of stamping dies
- Introduction to the structure of stamping dies
- Design and numbering rules of stamping dies
- Stamping common materials and selection criteria
- Stamping die development process
- Precautions for stamping dies
1. What is a stamping die?
Stamping dies have various concepts in different places, such as punching dies, metal dies, metal stamping dies, etc. The specific concept refers to the use of dies fixed on a punch press or a press to apply a certain pressure to metal or non-metal sheets, so that the material can be separated or formed to obtain parts with certain size and appearance requirements. There are many types of dies, and here we mainly explain metal stamping dies.
Stamping dies have the characteristics of consistent size and appearance of the products produced, as well as fast forming, high efficiency, stable quality, required precision, high material utilization, simple operation, and low labor intensity for workers. The technical requirements for operators are not high, and they can quickly master the operation after a short period of learning and training. For example, a production line operator needs to learn how to operate a punch press, feeder, straightener, mold disassembly and other operations.
2. Classification of stamping dies
Stamping dies can generally be classified into two types: progressive dies and transfer dies.
Progressive dies can be further divided into compound dies, stretching dies, riveting dies, etc. Here is a brief introduction to the structure and functions of these dies:
Progressive dies, also known as “single-process dies”, refer to dies that can only complete one stamping process in one stroke of stamping. After this process is completed, the product needs to be manually or mechanically removed from the die and then placed into the next die for continuous production until the final process of the die is completed and the entire product is finished. These dies are easy to maintain, but they are time-consuming and labor-intensive in production, with a higher product scrap rate.
Progressive dies (single-process dies).
Compound dies: Common compound die structures include compound blanking and compound stretching, which are slightly different from other progressive die structures. The punch (also known as the male die or punch head) is designed in the lower die, and the other several template blocks are the lower clamp plate (fixing the punch head), the lower stop plate, and the lower discharge plate (external discharge). The upper die consists of the female die (or blade), the inner discharge plate, and the upper cushion plate. The inner discharge plate is hung on the upper cushion plate with an equal height sleeve, and then pushed up with a knock pin or spring. For example, in a compound die used for blanking, the inner discharge plate generally discharges the female die by 0.50mm, which cannot be lower than the female die, otherwise the blade of the female die is prone to break or not discharge. The force of the inner discharge should be strong enough to push the product out of the female die. Generally, if the material is relatively thick, nitrogen gas springs are installed on top of it.
Compound dies
Transfer dies, also known as “progressive dies”, refer to dies that can simultaneously complete two or more stamping processes at different stations in one stroke of stamping. These dies are difficult to maintain and require experienced toolmakers to operate. However, they are highly efficient in production. If the speed is fast enough, thousands of products can be produced in an hour, saving labor and time costs, and with a lower product scrap rate.
Transfer dies (progressive dies)
3. Introduction to the structure of stamping dies.
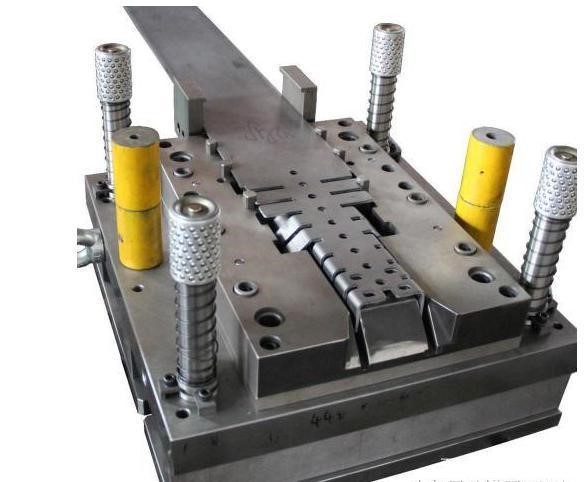
The structure of stamping dies and punching dies are similar, and corresponding dies are designed according to different product characteristics and requirements. The structures of different dies vary and their functions and the products produced are also different. In general, some dies are simple, while others are complex. However, no matter how complex the structure is, the basic structure remains unchanged, consisting of several templates, modules, and standard parts.
Metal stamping dies
Generally, a mold is assembled from several templates and parts (which we call inserts or sub-inserts) and standard parts. The specific templates of a typical stamping die structure, from top to bottom (including code numbers), are as follows:
Templates of the upper die:
upper bolster, upper pad, upper punch unit (UPU), upper backup unit (UBU), upper stripper plate (PHU), upper stop plate (PPS), and upper knockout plate (PSU);
Templates of the lower die:
die block (DIE), lower backup plate (LBD), lower punch unit (LPD), lower pad, and lower bolster;
Other less commonly used templates:
cover plate (CVU), extrusion plate, upper die plate, lower knockout plate, lower stop plate, lower stripper plate, male die, female die, etc.;
Some mold parts include:
Inserts and sub-inserts of the upper die: clamp insert, stripper insert, punch, etc.;
Inserts and sub-inserts of the lower die: die insert, cutting edge, etc.;
Standard parts: spring, hexagon screw, stop screw, wire spring, height equalization bushing, guide pin, guide bushing, height equalization bushing washer, dual-use pin, material stop pin, etc.;
Non-standard parts: external positioning pin, internal positioning pin, pitch positioning pin, external limit pin, internal limit pin, etc.
4. The design numbering rules of stamping dies.
The numbering of stamping dies is generally written as follows (taking examples):
Engineering model:90-KNMF0125RAH,90-KNMF0125RAA,90-KNMF0125RBB
Continuous model:90-KNMF0125SAA,90-KNMF0125SBB
The “R” in “RAH” stands for engineering model, while the “H” represents a total of eight sets (from A-H, which are respectively RAH, RBH… RHH). “A” represents the first set. “RAA” or “RBB” refers to riveting models, such as riveting screws, riveting spring plates, and so on.
The “S” in “SAA” and “SBB” represents the continuous model, while “0125” represents the mold number. The “F” in front represents the year the mold was produced. If a mold was produced in 2010, it would be represented by “F0125”. In this case, the mold produced in 2010 can be referred to as the “125 mold”. If a mold was produced in 2011, it would start with “G”. Therefore, if you say “125 mold,” people may assume you’re referring to the mold “G0125”.
Other examples include the upper plate (PHU) with the code 90-KNMF0125SAAPHU, and the block for the upper plate with code 90-KNMF0125SAAPHPA001.
If this continuous model has two parts, then “A” and “B” are used to indicate them after the code “90-KNMF0125SAAPHU”. The upper plate for the first segment should be “90-KNMF0125SAAPHUA”, while the one for the second segment should be “90-KNMF0125SAAPHUB”. The blocks for the upper plate are “90-KNMF0125SAAPHPA001” and “90-KNMF0125SAAPHPB001”.
Lower template (DIE):90-KNMF0125SAADIE,90-KNMF0125RAHDIE
Regarding other codes that have not been explained here, a brief explanation can be made.
| 编号 NO. | 中文名称 Chinese name | 编号 NO. | 中文名称 Chinese name | 加工代号 Processing code | 加工工艺 Processing technology |
| U1U | 上托板 | DIE | 下模板 | M: | 铣削 |
| U2U | 上垫脚 | LBD | 下垫板 | G: | 磨削 |
| UPU | 上模座 | LPD | 下模座 | GD: | 大磨床 |
| UBU | 上垫板 | B2D | 下垫脚 | WC: | 线切割 |
| PHU | 上夹板 | B1D | 下托板 | W/E: | 放电 |
| PPS | 止挡板 | PS2 | 下脱料板 | Y: | 外发 |
| PSU | 脱料板 | PH2 | 下夹板 | HT: | 热处理 |
| UDE | 上模板 | PUN | 冲头 | L: | 车削 |
| UDP | 上模板入块 | PHP | 夹板入块 | D: | 摇臂钻 |
| AXD | 上模板镶块 | DPI | 下模入块 | | |
| PSP | 脱料板入块 | | | | |
Code comparison table
5. Stamping common materials and selection criteria
The properties of materials used in stamping are closely related to stamping production, and their properties directly affect the design of stamping process, the quality of stamping parts and the service life of products, and also affect the organization of balanced production and production costs of stamping parts.
metallic material
When selecting the material of stamping parts, not only the use performance should be considered, but also the performance requirements of stamping processing and subsequent processes should be met. The basic requirements for stamping processing materials are as follows.
5.1. Good stamping performance
For the forming process, such as stretching, bending, step difference, convex hull, etc., the material should have good stamping performance, that is, it should have good crack resistance, good mold fit and shape fixability, otherwise the product is prone to deformation , cracking, etc., causing difficulties in mold repair. For the separation process, the material is required to have a certain degree of plasticity.
5.2. High surface quality
The surface of the material should be smooth and smooth without defects or damage. Materials with good surface quality are not easy to break during molding, and are not easy to scratch the mold, and the surface quality of the workpiece is also good.
5.3. The thickness tolerance of the material should meet the national standard
Because a certain mold gap is only suitable for materials with a certain thickness range, if the material thickness tolerance is too large, it will not only directly affect the quality of the parts, but may also lead to the appearance of waste products. In the process of correcting bending and shaping, the mold or press may be damaged due to excessive thickness positive deviation.
5.4. Commonly used materials for stamping dies
The most commonly used materials in stamping production are metallic materials (including ferrous and non-ferrous metals), but sometimes non-metallic materials are also used. Among them, ferrous metals mainly include ordinary carbon structural steel, high-quality carbon structural steel, alloy structural steel, carbon tool steel, stainless steel, electrical silicon steel, etc.; non-ferrous metals mainly include pure copper, brass, bronze, aluminum, etc.; non-metallic materials There are cardboard, laminated board, rubber board, plastic board, fiber board and mica etc.
The supply status of metal materials for stamping is generally sheets and strips of various specifications. The sheet material can be used in the production of engineering molds, the strip material (coil material) can be used in the production of continuous molds, and can also be used in the production of engineering molds. The size of the sheet material is large, which can be used for stamping large parts, or the sheet material can be cut into strips according to the layout size and used for stamping small and medium-sized parts; strip materials (also known as coil materials) have various widths , the unfolded length can reach tens of meters, and it is supplied in rolls, which is suitable for automatic feeding of continuous mold mass production.
For the grades, specifications and performance of various materials, you can refer to relevant manuals and standards.
5.5. Reasonable selection of stamping materials
The selection of stamping materials should consider the use requirements of stamping parts, stamping process requirements and economy.
The selected material should enable the stamping to work properly in the machine or component and have a certain service life. For this reason, according to the use conditions of the stamping parts, the selected materials should meet the requirements of the corresponding strength, stiffness, toughness, corrosion resistance and heat resistance.
For any kind of stamping parts, the selected material should be able to stably form a qualified product without cracking or wrinkling according to the requirements of its stamping process. This is the most basic and important material selection requirement. To this end, the following methods can be used to select materials reasonably.
①Test punch. According to previous production experience and possible conditions, select several sheets that can basically meet the requirements of stamping parts for trial punching, and finally choose the one that has no cracks or wrinkles and has a low scrap rate. The results of this method are more intuitive, but with greater blindness.
②Analyze and compare. On the basis of analyzing the properties of stamping deformation, compare the maximum deformation degree during stamping forming with the limit deformation degree allowed by the sheet metal stamping forming performance, and use this as a basis to select a sheet suitable for the stamping process requirements of this type of part .
In addition, plates of the same grade or thickness can be divided into cold rolling and hot rolling. Among the domestically produced plates in my country, thick plates (t>4mm) are hot-rolled plates, and thin plates (t<4mm) are cold-rolled plates (there are also hot-rolled plates). Compared with hot-rolled sheets, cold-rolled sheets have precise dimensions and small deviations,
Less surface defects, bright, dense internal structure, better stamping performance. (Note: t generally represents the thickness in the mold. For example, the thickness of the template and the thickness of the material can be expressed by t.)
The selected materials should be as cheap as possible, easy to source, and economical on the premise of meeting the requirements of performance and stamping technology, so as to reduce the cost of stamping parts.
6. Stamping die development process
How is the stamping die processed step by step?
For a complete stamping die development process, the customer should first send the product drawing to the head of the stamping die design department, and the design supervisor will confirm whether the product can be made with the technology of the department. If possible, then hand it over to the designer for drawing and preparing materials. Buy all the boards needed for the mold first, make way for rough machining, and grind the template thickness to a certain size. Generally, a total of 50 (0.50mm) margins are left on both sides. After rough machining, send it to heat treatment.
At the same time, the staff of the design department held a seminar to formulate the step-by-step process drawings of the product and discharge the material belt diagram. A product cannot be produced through only one process, and must cooperate with other processes to produce qualified products. After the product process diagram is determined, the designer starts to design the mold.
After the design has drawn all the parts of the entire mold, the mold can be formally processed. First, the template is ground to the correct size, then discharged, put through the hole, and then wire cut, cut into the block hole, knife edge, Blanking, etc., will be sent to milling machine or CNC to process countersunk head, give way, etc., and finally inspected by quality assurance. If it fails to pass, it will be returned to the responsible department for further processing.
Finally, the fitter takes it away from the warehouse and starts the preparatory work before assembly, such as chamfering, removing burrs, rust, confirming the size, checking whether each place is processed in place, whether there are holes or holes, whether the screw teeth are missing, etc., the mold When the parts arrive, you can start to assemble the mold temporarily, and install a little bit at a time. After the mold parts are in place, the mold is almost ready, which saves a lot of time than starting to assemble when all the parts are in place.
After the mold assembly is completed, start to test the mold and debug the mold until the mold can produce products that meet the requirements of dimensional accuracy and appearance quality, and then send the customer to sign the sample. After the customer confirms, all the work of this set of mold is officially completed , just wait for the production on the machine. In the future, it will be repairing and maintaining the mold. The mold is fine, and the fitter workers are fine. Working as a fitter is quite worrying. I don’t know when the mold will break. As soon as it breaks, I have to repair it immediately. If there are too many repairs, it will be more annoying. Of course, if your mold is installed well and everything that should be done is done, the mold will not have so many problems.
7. Precautions for stamping dies
7.1. Spring compression and calculation
In a set of stamping dies, more elastic materials need to be used, including springs of different specifications, urethane, nitrogen springs, etc., and different elastic materials are selected according to different needs. For bending and punching, you can use ordinary flat wire springs, such as brown springs, also known as brown springs; if the strength is not enough, add nitrogen springs, of course, the cost will be higher; Youli glue is generally used for stretching molds , plastic mold, or flatness.

nitrogen gas spring
Youli glue is very good for deep drawing dies, of course nitrogen springs can also be used. Others such as jacking pins, floating blocks, dual-purpose pins, etc. generally use wire springs or yellow springs, as long as they can be stripped off, the product will not be pushed out of the print, and the top will be deformed. The characteristic of Youlijiao is that the strength is relatively balanced, but its life is relatively short, and it needs to be replaced after a period of use, so it is generally used less, and nitrogen springs are usually more commonly used. Uniform glue is used more for flatness.
Youli glue
Springs include flat wire springs, wire springs, etc. The purpose of springs is to remove and press materials. The strength of the springs is related to whether the mold production is smooth and the products are qualified. If the spring force is small, it may cause various problems such as product deformation, mold not falling off, product not easy to take out from the mold, material carrying, knife edge, punch easy to wear and so on.
Flat wire springs are generally classified according to color: brown, green, red, blue, yellow, and the strength is also weakened in turn. Different colors have different strength and compression.
We use an empirical method to calculate the compression of the spring: measure the total height of the spring in advance, put the spring in a bench vise, lock it, and then use a caliper to measure the remaining length of the spring after it is clamped, and then use the total length of the spring to Subtract this number from the length, and then divide it by the total length. This method is common to any spring. For example, the length of the brown spring is 60mm. After being clamped by the vise, there should be about 45.6mm left, and then you can use 60mm to subtract 45.6mm It is equal to 14.4mm, and then divided by 14.4mm by 60mm, the result is equal to 24%, which is its compression amount.
Springs are produced according to different production times, such as 1 million times, 500,000 times, and 300,000 times. The larger the compression amount, the shorter the life of the spring and the shorter the life of the mold (of course, the spring can be replaced if it is broken). The spring may need to be replaced after a period of production, and the spring with poorer quality may be broken in the mold. Generally, the compression amount of the spring is calculated according to 300,000 times, that is to say, the spring needs to be replaced after the mold uses 300,000 times. Of course, the life of the general stamping die is not so long, and it can also be calculated according to the maximum compression amount. If so, it can only ensure that the spring will not be damaged in the mold. It is also good for the flatness of the product if the mold is pressed to death.
The specific compression amount is as follows:
| Color | Service life | maximum compression |
| brown spring | 1 million times 500,000 times 300,000 times | 16%/18%/20%/24% |
| green spring | 19.20%/21.60%/24%/28% |
| red spring | 25.60%/28.80%/32%/38% |
| blue spring | 32%/36%/40%/48% |
| yellow spring | 40%/45%/50%/58% |
Die spring
Maximum compression (how much the spring can be pressed down), the maximum compression of the spring is equal to the free height of the spring multiplied by the maximum compression ratio of the spring, for example, a brown spring with a length of 60mm, then its maximum compression is: 60*24% It is approximately equal to 14. This spring can be pressed down by a maximum of 14 mm. Its maximum stroke is 14 mm. The stroke of the mold must be less than 14 mm. If it exceeds 14 mm, the spring will fail, deform and cannot be used, which will cause a series of problems.
Before the mold is assembled, that is, before the mold is installed, it is necessary to calculate whether the compression of the spring is appropriate, so that there is no need to worry about mold problems during the mold test.
7.2. Determination of stamping die clearance value
The determination of the blanking gap value generally uses empirical formulas and charts.
Experienced stamping die fitters and stamping die designers, because of their rich experience, will have a better understanding of the material, size and appearance accuracy requirements of different products, as well as how to design molds to successfully produce qualified products, and how to reduce mold maintenance. The number of times, etc., when you get the product picture, you will know what the mold structure looks like, where are the key points and how to solve them.
The gap between the punch and the knife edge has a great influence on the quality of stamping parts and the life of stamping dies. Therefore, a reasonable gap must be designed when designing stamping dies to ensure that the cross-sectional quality and dimensional accuracy of stamping parts meet product requirements, reduce the required punching force, and increase the life of stamping dies. However, the reasonable gaps determined from the requirements of quality, stamping force, stamping die life, etc. are not the same value, but close to each other.
Considering the deviation in stamping die manufacturing and wear in use, usually only an appropriate range is selected as a reasonable gap in production. As long as the gap is within this range, good products can be punched out. During the production process of the stamping die, the gap will increase due to continuous wear and tear. When designing and manufacturing a new stamping die, the minimum reasonable gap value should be adopted.
Stamping die blanking gap, according to the factory master’s experience in mold research and improvement for many years, parts with high requirements for dimensional accuracy and cross-section verticality should use smaller clearance values, and stamping products with low requirements for cross-section verticality and dimensional accuracy For parts, it should be mainly to reduce the punching force and improve the life of the stamping die, and a larger gap value can be used. Its value can be calculated according to the following empirical formula:
Soft Materials:
Material thickness t<1 mm, punching gap c=(3% ~ 4%)t
t = 1 ~ 3mm, c = (5% ~8%)t
t = 3 ~ 5mm ,c =(8% ~10%)t
Hard material:
t <1mm,c = ( 4% ~5% )t
t = 1 ~ 3mm, c = ( 6% ~8% )t
t = 3 ~ 8mm, c = ( 8% ~ 13%)t
The following is the theoretical knowledge in books, the main basis is to ensure that the upper and lower cracks meet in order to obtain a good section.
According to the relationship of triangle ABC, the gap value‘C’ can be obtained as:
c =( t – h0 ) tanβ = t (1-h0/t) tanβ
In the formula, h0——the cutting depth of the die; β——the angle between the direction of the maximum shear stress and the direction of the vertical line.
It can be seen from the above formula that the gap c is related to the material thickness t, the relative penetration depth h 0/t and the crack direction β. And h0 and β are related to material properties, the harder the material, the smaller h 0/t.
Therefore, the main factors affecting the gap value are the material properties and material thickness. The harder or thicker the material, the larger the gap value.
7.3. What is a punch? How to calculate the punch length?
How to calculate the punch length?
First of all, let’s study what is a punch? What role does the punch play in the stamping die?
The punch refers to the punch installed on the splint, which generally plays the role of punching, cutting, bending, step difference, convex hull, salad, sprouting, riveting studs, etc. These can be referred to as “punch” for short. .
The length of the “punch head” for punching is equal to: the thickness of the plywood + the thickness of the stop plate + the thickness of the stripper plate + the thickness of the material + (1 ~ 2) mm;
The length of the 90-degree bending punch is equal to: the thickness of the splint + the thickness of the stop plate + the thickness of the stripper plate + the thickness of the material plus (1 ~ 2) mm, it is enough, and it can be adjusted according to the need during the mold test; other There is generally a certain angle in front of the bending punch of the angle. When calculating, it should be flexibly applied and calculated reasonably according to the angle.
The length of the punch for making a step difference is equal to: the thickness of the splint + the thickness of the stop plate + the thickness of the stripper plate + the height of the step difference.
7.4. Composite mold, what is a composite mold?
The composite mold refers to the mold that completes multiple stamping processes in one stroke of the punching machine. The processes that can use the composite mold structure include: flat blanking, blanking, cutting, bending, forming, shaping, stretching, upsetting, extrusion, flanging, etc., which can be flexibly selected according to actual needs. Generally, less than 4 processes can be selected, too many will make the mold manufacturing difficult, the mold strength will decrease, and it will be easily damaged, resulting in an increase in the frequency of mold repairs and an increase in mold costs. The use of composite mold production can improve the accuracy of the product and improve production efficiency.
For example: For example, punching a gasket can be completed by punching and blanking with two sets of molds respectively. Punching is to punch the hole in the middle, and blanking is to punch out the shape; mold. There are also stretching, trimming, etc. in the single-step mold. As long as one mold completes two or more steps at a time, it is called a composite mold.
Due to the different process combinations of composite molds, the stripping devices are also different. When I have time, I will share some common composite mold structures with you.
The structure of the blanking or upward bending compound die: the punch (also known as the male die or punch) is designed on the lower die, and the other templates are the lower splint (fixed punch punch), the lower stop plate and the lower die. The stripping plate (external stripping), the upper mold is composed of the master mold (or knife edge), the inner stripping plate and the upper backing plate in turn, the inner stripping is hung on the upper backing plate with a contour sleeve, and then it is supported by a rod or a spring .
For the composite mold used for blanking, it is generally enough to pull out 0.50mm from the master mold, and it cannot be lower than the master mold, otherwise the knife edge of the master mold is easy to collapse or not to fall off. The force of the internal pull-off must be strong enough to push the product out of the master mold. Generally, if the material is relatively thick, we install nitrogen springs on it.
Composite mold belongs to a kind of mold structure, and it can be classified as engineering mold, because it is used more in engineering molds, and generally the entire engineering mold adopts composite mold structure.
The upward forming, upward bending, upward convex hull, upward convex point and upward warping angle of the continuous mold generally adopt the compound mold structure.
7.5. Should the punch be higher than the peel-off plate when punching the convex hull of the composite mold?
I received a question from a classmate today, saying: Should the punch be higher than the plate when punching the convex hull of the composite mold?
The answer is yes, how to punch the convex hull if it is not higher than the stripper plate?
It is suggested that this student review carefully what is a composite model? How to calculate the punch length? Once you figure this out, you will naturally understand how to answer this question.
When the composite mold structure punches the convex hull, the length of the punch is equal to: the thickness of the splint + the thickness of the stop plate + the thickness of the stripper plate + the height of the convex hull.
That is, when punching, when the mold is killed on the punching machine, the punch must be higher than the stripper plate, how much higher? Of course, as high as the convex hull requirement is, it must be as high as possible here, and it must be within the allowable accuracy range of the convex hull height requirement.
When the mold is opened and the mold is opened, and the mold does not bear any force, the convex punch must be shorter than the stripper plate and retracted into the stripper plate, otherwise the stripping stroke must be increased.
When punching the convex hull of the composite mold, when the mold is punched down, the stripper must first press the material, and the pressing force must be sufficient, and then punch the convex hull, otherwise the product may be deformed and the convex hull size may be unstable.
7.6. Materials and functions of stamping die templates
General stamping dies are made of:
Upper and lower pallets, upper and lower feet, and upper and lower mold bases: generally made of “soft materials” such as A3 and Q235, which support the entire mold, facilitate mold setting, and blanking.
Upper and lower templates: The upper and lower templates play the role of fixing the knife edge, inserting the block, inserting the insert, and ejecting pins. The hardness requirements of the upper and lower templates must be around HRC58~62. If the hardness is too low, it will affect the punching quality. The thickness is generally 25-40mm. Some cutting edges are directly cut on the template, that is, the cutting edge is directly dug on the template. In this way, if the cutting edge is missing, broken, worn, or has burrs, it is not easy to repair the mold; another method is to dig into the block, That is, the edge of the knife is dug on a block (the block is customarily called “the edge of the lower die”), and then the edge of the lower die is loaded into the lower template. The height should be as high as the lower template, and the error should be within plus or minus 1 to 2, preferably within plus or minus 0.005mm, which can be achieved by a general grinder or fitter. Too much will print the product out (mold).
The upper and lower backing plates are generally made of Cr12. According to the needs, the thickness of the upper and lower backing plates of each set of molds is different. It depends on the punching force. If there are few holes punched, the upper and lower backing plates can be made a little thinner by 8-10mm. Appropriately make it thicker, generally about 17-20mm. The lower backing plate is mainly blanking hole, spring hole, screw hole, guide post ventilation hole, etc.
Upper and lower splints, the upper and lower splints are mainly used to fix punches, punches, and guide posts, generally 17-20mm. The material hardness of the stamping die splint generally does not need to be particularly high. Generally, soft materials can be used, but it is not good if it is too soft. Therefore, in the design of stamping dies, it is necessary to consider the structure of the die, the selection of die materials, the tonnage of the selected punching machine, the size of the punching gap, etc. from the punching process of the workpiece to be president, so as to make the burr of the processed workpiece smaller , Extend the service life of the mold.
For stop plate, stripper plate, etc., Cr12 is enough for the stop plate, but hard material such as Cr12Mov must be used for the stripper plate. The stop plate and the stripper plate are locked together by M6 or M8 screws and then locked together. There are mainly some holes on the stop plate, punch holes, guide post holes, etc. The stripping plate mainly plays the role of stripping, pressing, and guiding the punch. Generally, we use a stripper to guide the punch, guide post and punch. In the production of aluminum materials, because aluminum scraps are easy to jump into the stripping plate, the punch will be scratched, or the punch will be stuck, the punch will be broken, and the punch will be pulled out of the stripping plate, etc., so a stopper must be used to guide the punch , and the stripper plate is appropriately enlarged by 10 to 20 strips on one side; or the stripper plate is made of two sections, the upper section is used for guiding, and the lower section is also unilaterally enlarged by 10 to 20 strips. The general thickness of the stop plate is 8-17 mm, which is also based on the number of punching holes and the force to be received; the general thickness of the stripper plate is 20-25 mm.
Dies, punches, also known as punches or knife edges, are used to punch off, cut off, or cut, puncture, and stretch excess material. Such as: stretching punch, bending punch, inserting knife for slider, punch for salad, punch for convex hull, budding punch, riveting punch for riveting die, etc. . The material of the die and punch needs to have a high hardness. The commonly used materials for the die and punch are: Cr12Mo1v1, Cr12Mov, Skd-51, Skd-11, W6Mo5Cr4V2 (tungsten steel), etc.
Explanation of technical terms:
Digging: It is a customary name for people who make molds, which means the wire cutting frame. For example: digging knife edge, digging into blocks, etc.
Soft material: In the stamping die, it refers to the die steel with a hardness of about HRC35 and relatively low hardness, such as 45# steel, A3, Q235, etc. You can knock a hole on it with something with a slightly higher hardness. This kind of material is very soft, so it is used to be called “soft material”, because its shock resistance is better, and it is generally used to make stamping. The upper and lower pallets, upper and lower feet, and upper and lower mold bases of the mold.
Hard material: In the stamping die, it refers to the die steel material with a hardness (after heat treatment) of about HRC58-62 or above, such as: Cr12, Cr12Mo1v1, Cr12Mov, Skd-51, Skd-11, W6Mo5Cr4V2 (tungsten steel), these The hardness of the steel material is very high (but it is also relatively brittle, and a piece may be broken by you if you are not careful, 55).
7.7. Three views of stamping die
Three views of stamping die, do you understand? Whether it is a stamping die fitter, or a stamping die design, or NC operation, NC programming, grinding machine, milling machine, etc., as long as it is related to mechanical processing, you must have the ability to read and understand pictures. Essential, if you can’t even understand the picture, how can you process the parts?
View: The geometric pattern obtained by viewing an object from various directions.
Example: When an object is placed in front of you:
1. Viewed from the front, the obtained geometric figure is called the front view; viewed from the rear, the obtained geometric figure is called the rear view;
2. Viewed from the left side, the resulting geometry is called the left view; viewed from the right side, the resulting geometry is called the right view;
3. Looking from top to bottom, the geometric figure obtained is called top view, and viewed from bottom to top, the resulting geometric figure is called bottom view;
4. In order to make the graphic expression more accurate, more understandable and easy to understand, sometimes it is necessary to draw sectional views, full sectional views, half sectional views, sectional views, etc. Sectional view is to cut it open, the figure you see; full section view: it is the figure obtained by cutting it all; Imagine that the object breaks from here, and then graphically express the view you see after the break, which is the cross-sectional view.
There is a picture below, I believe you can understand after looking at it:
Can you draw the geometry expressed by these views in a three-dimensional way?
Let’s talk about three views.
The basic rules of the three views: the length is aligned, the width is aligned, and the height is equal.
Long Justification – The length justification of the front and top views.
Equal Width—The width of the top view and the left and right views are equal.
Alignment – Height alignment (equal) of main view, left view, right view.
The following information is what I found in other places, I hope it can be helpful to your study.
7.8. Commonly used materials for stamping parts
The commonly used stamping materials for stamping dies (also known as hardware dies) are:
Aluminum material: aluminum material, generally aluminum is used for appearance parts, such as the keyboard of notebook or netbook, some other accessories, etc.;
Galvanized sheet: It is a zinc layer coated on the surface of cold-rolled sheet, commonly known as galvanized sheet. Galvanized sheets include SECC, SGCC, etc., and galvanized sheets are rust-resistant and corrosion-resistant. The price is relatively high. The common plate thickness is 0.4~3.2mm. Its features are excellent paintability, good fingerprint resistance, good corrosion resistance and maintains the processability of cold-rolled sheets. Generally, the thickness of the case and the lower cover is 0.80mm SGCC material. Medium hardness, slightly harder than aluminum, slightly softer than stainless steel. The SGCC material is relatively hard, and its tensile properties are not very good. If this material is used for stretching, the die and punch must be polished very brightly, otherwise it is easy to crack and crack.
Stainless steel: It can be used to produce shrapnel and appearance parts of various sizes. For example, the shrapnel inserted into various interfaces at the back of the desktop computer case is made of stainless steel and then produced through stamping dies. The material of stainless steel is relatively hard. Sometimes the gasket cannot be found in the mold maintenance, and the stainless steel material can be used for emergency. The punch and knife edge of the stainless steel mold need frequent maintenance to ensure the smooth production of the mold. Otherwise, mold repairs are often required. Ha ha.
Generally, the gasket needs to be placed on the part with a spot welder, otherwise it will be more troublesome if it falls off when the mold is removed next time. Some factories do not allow the use of gaskets. At this time, you can use welding to burn them up, and then use a grinder to grind them out to the required size.
Commonly used stainless steel materials are SUS301, SUS304 and so on. SUS200 series (including 201, 202, etc.)
SUS300 series (including 301, 304, 310S, 321, 316L, etc.) and
SUS400 series (including 409, 410, 420J1, 420J2, 430, 436L, 444, etc.)
Tinplate: Tinplate? Are you a little dizzy? At that time, I heard the master in the factory say that it was tinplate, and I also mistakenly thought it was “mokou iron”. wrong. In fact, I can’t tell the difference, anyway, the pronunciation is ‘mokoutie’. Simply think that it is mottled iron! The ductility of mottled iron is relatively good, the hardness is not high, and it is relatively soft. Generally, mottled iron material is suitable for stretching more complicated curved surfaces, and it is not easy to crack. Such as the upper cover. Some small shrapnel etc.
Tinplate, where Sn is the coating, tinplate is also called tin-plated iron. Tinplate is a common name for electroplated tin sheet steel. Tin mainly plays a role in preventing corrosion and rust. It combines the strength and formability of steel with the corrosion resistance, solderability and beautiful appearance of tin in one material, which has the characteristics of corrosion resistance, non-toxicity, high strength and good ductility.
7.9. What is pitch positioning?
What is pitch? What does pitch positioning mean?
Pitch, as the name suggests, refers to restraint, and “pitch” refers to control distance. Then the pitch positioning means positioning by controlling the distance. Control the feeding distance to avoid over-feeding, mis-feeding, damaging the mold, or producing defective products.
In stamping dies, pitch positioning is generally used in continuous dies.
People who know it will say: “Nonsense, how can engineering molds be used for pitch positioning?” 。
Why only continuous molds use pitch positioning, but engineering molds generally do not use pitch positioning?
That’s because the general engineering molds are made of blanks, and the size, length and width of the blanks are almost the same, just put them directly into the engineering molds and punch them, otherwise they wouldn’t be called “engineering molds”; of course, engineering molds also have For automatic feeding, the feeder is generally set up, and the punch will be punched, and the feeder will automatically send the material.
The continuous mold generally has a special automatic feeding machine, otherwise how to make it? Manual feeding Because sometimes the feeding is not accurate, the product scrap rate is too high, and the automatic feeding machine can avoid this risk. Moreover, only ordinary small factories use manual feeding, and slightly larger factories are arranged to have automatic feeding machines. Manually only need to place the material on the automatic feeder according to the requirements, and then set it up.
However, the automatic feeder may not be so accurate, and sometimes there will be a small error. At this time, the pitch positioning plays a very important role. Some people say “pitch positioning: the distance between two positioning pins.” Think about it, right? In fact, this statement is not wrong, in theory it is so. But what is the distance between the two alignment pins? How is it calculated? Haha, this question is too profound, you can ask a master who specializes in hardware mold design.
Let me give a picture below to briefly talk about what pitch positioning is.
Among them, the blue area is called the material belt, and then there are two red circles, which are the positions of the knife punch. I will not talk about the knife punch here. I will write a blog next time when I have a chance. Let’s talk. This time the main discussion is pitch positioning, okay, let’s continue. There is a pitch positioning block here, let’s call it pitch positioning for short, because we often say that in mold making, such as “Where did you put the pitch positioning?” “Do a pitch positioning Let’s go.” The pitch positioning here refers to the block of pitch positioning.
Pitch positioning is usually installed on the lower mold, where the strip first comes in, and the strip first enters from the beginning of the continuous mold, and then punches two holes (positioning holes), then passes through the tool setting place, and passes through the tool setting process. place, cut the edge here, cut off a part of the material tape, and then block the material tape through pitch positioning to prevent misfeeding.
Notice the two red circles? what is that? Why circle it? think about it.
In the first red circle, there is a small gap there, why should there be a gap in this place? without cutting at a 90° right angle? think about it.
Because what’s behind it? The back is pitch positioning. Pitch positioning is generally made at right angles here. Think about it, what if the front cutting edge is also a right angle here?
The cutting edge is right angle, so the punch must also be made at right angle, because the right angle is a sharp angle, and the material of the general punch is very brittle, although the hardness is very high (the higher the hardness, the more brittle, I don’t know if I say this Correct, don’t mislead you! .
It is very brittle, and it is easy to break. After many times of production, the small sharp corner on the front may disappear. Is it still cut at 90 degrees at this time? Even if it is 90 degrees, there will be a lot of burrs, and it will be uncertain when it comes to pitch positioning, and the printed products will have errors . Do you know now? Why is there a small gap there?
7.10. Analysis of the reasons for stamping die skipping waste, how to repair stamping die skipping
What is Jump Scrap? What does skipping mean? Maybe some students don’t understand, so let’s talk about it first.
Jumping waste and jumping chips basically mean the same thing, that is, the waste jumps up, onto the lower template, or jumps to other places. In short, the waste jumps out from the edge of the knife.
The punch cuts off the excess waste, and then some waste that has been cut may jump out from the edge of the lower die due to the reason of the mold repair personnel, designers, or production line personnel. Think about how dangerous this is one thing.
It is terrible to think about a few products being scrapped, a mold that may be damaged if it is serious, and people may be injured if it is very serious. This is the case with making molds. Because of carelessness in making molds, many people lose their hands or become disabled. Unless you do mold design, or something else. As long as you deal with molds, danger is everywhere!
Let’s analyze the reasons for the jumping waste caused by the lower stamping die, and the defense methods.
(1) Causes of jumping waste (jumping chips)
1. Influenced by the shape of punching waste or blanking parts, if the shape is too simple and the weight is too light, it is easy to be brought up by the punch;
2. Due to the magnetic force, the punch or knife edge is magnetic, which is magnetic in itself, and the magnetism caused by grinding and impact changes, etc., are easy to absorb waste materials, especially materials related to iron, such as tinplate, SECC , SGCC, etc., the mold parts of these materials must pay attention to demagnetization, otherwise the mold will always jump chips, and people need to repair the mold in the past. What an annoying thing this is;
3. The influence of blanking gap, small or large gap may cause burrs to return to the surface of the mold with the punch, insufficient processing accuracy, and the influence of processing errors.
4. The impact of punching speed, if the speed is too fast, it may cause the punch, the inner wall of the knife edge and the waste to form a piston, resulting in the phenomenon of vacuum adsorption, that is, the punch sucks the waste from the lower die knife edge. In this way, you can make the design dig a small hole in the middle of the punch, and make corresponding grooves on the backing plate to allow air to circulate without causing vacuum adsorption. Or make the cutting edge of the punch into a different plane, the possibility of adsorption will be smaller if it is not a plane, as shown in the figure:
5. The selection and dosage of cutting oil are improper, too much oil is added, or the added oil is too sticky, and the waste is adsorbed on the punch and cannot fall off, resulting in chip skipping;
6. The sharpness of the cutting edge of the concave and convex die is too sharp, there are many bright bands and few burrs, the friction with the cutting edge of the concave die is small, and it is easy to be absorbed by the punch; of course, in this case, you can only think of other ways to repair it. The mold is broken, it is impossible to start from the knife-edge punch.
7. The length of the punch is affected. Generally, we say that the length of the “punch” for punching is equal to: the thickness of the splint + the thickness of the stopper + the thickness of the stripping plate + the thickness of the material + (1 ~ 2) two millimeters, as long as it meets this The length is fine, but if it is too long, the material will start punching before pressing the punch, which will easily cause the edge of the punch to wear out. Is it too short? The waste is not completely flushed into the slope or small step difference below the knife edge, and it is easy to jump up.
8. The reason for the cutting edge of the lower die, because the cutting edge of the lower die generally has a slope or a step difference, the general slope is 3~5°, and it is considered comprehensively according to the actual needs and the strength of the mold. Too much grinding will cause the blanking gap to increase, resulting in chip skipping;
9. Other reasons, such as: foreign matter sticks to the material and is brought into the mold;
10. If the punch is big enough and strong enough, you can also dig a hole in the middle, lock the screw behind the buttocks of the punch, stop screw + spring + ejector pin, push the waste down, and the ejector pin is higher than One or two millimeters on the surface of the punch is fine, too long may deform the top of the product.
11.You can also use 502 on the front of the punch to dip a little glue on it, or burn a lump of solder and weld a small spot on it. Of course, this requires a big enough punch and good welding skills, otherwise the punch will be burnt out. , has an effect on the punch strength.
7.11. Product quality analysis of stamping die drawing parts
Product Quality Analysis of Stamping Die Stretch Parts
In the process of product stretching, the main problems of stretched parts are: wrinkling, cracking, uneven thickness, surface scratches, shape distortion, spring-back, etc. Among these phenomena, wrinkling and cracking have the greatest impact on product quality. Products with these two problems will definitely not be delivered and must be adjusted. Generally, products with these two problems can only be scrapped, and customers will not need.
1. Wrinkling
During the stretching process of the material, due to excessive tangential stress on the surrounding edges, the material loses stability, causing the product to form uneven wrinkles along the tangential direction of the edge, which is called wrinkling.
When the wrinkling is serious, it will also cause the material to be difficult to pass through the gap between the die and the punch during the stretching process, increasing the stretching deformation force, and even causing cracking.
The occurrence of instability depends not only on the magnitude of the tangential stress at the edge of the material, but also on the thickness of the stretched part.
Generally speaking, it is better to use nitrogen springs or Youli glue for stretching dies, and it is less prone to wrinkling and cracking. why? Because the force of nitrogen gas spring or uniglue is generally relatively balanced, there will be no problem of uneven force.
Nitrogen gas springs are better than Uniglue, because nitrogen springs are powerful and well-balanced, but the price is many times more expensive than Uniglue, and many factories can’t afford it. Generally, only slightly larger factories have it. Money uses nitrogen gas springs.
After a long time of use, the Uril glue will shrink, and its strength will not be as strong as before. It must be replaced with a new one, but its price is much cheaper than that of nitrogen gas springs.
To prevent wrinkling, edge holders can be used. In some places, they are called binder ribs. They all mean the same thing, that is, to put a circle of raised ribs around the material without affecting the subsequent process of the product, commonly known as binder ribs. , Press the material around. The advantage of this is that the stretched product will be fuller and it can also prevent wrinkling.
The blank holder force needs to be adjusted relatively during the mold test. Generally, the design is not so reasonable, and the height of the binder rib needs to be adjusted appropriately according to the manufactured product. If the blank holder force is too large, the friction between the material, the die and the blank holder ring will increase, and the wall of the material will become thinner or even cracked; if the blank holder force is too small, it will not be able to effectively prevent wrinkling .
The second problem is cracking, which is a problem often encountered in the stretching process.
When the tensile stress on the cylinder wall exceeds the strength limit of the material, the product will crack, and the crack generally appears on the cylinder wall slightly above the rounded corner of the punch.
The factors that affect the cracking of the product are: the tensile properties of the material, the diameter and thickness of the material, the drawing coefficient, the fillet radius of the concave and convex die, the blank holder force, the friction coefficient, etc.
If the fillet radius of concave-convex mold is too small and too sharp, the product will be easily cracked. The general mold repair method is to find a way to increase the fillet, make the fillet smoother, and polish it a little. It is really impossible. You can also add oil during production, especially the special oil for stretching, which is very effective.
When designing a stamping die, you can try to increase the fillet as long as the customer’s product requirements allow, and don’t make it too sharp. Some designs are not well understood, and the designed drawing die cracked very much during the test die. Great, I want to exhaust the fitter to death! Model repair is annoying.
When stretching, the necessary lubrication is used, which is conducive to the smooth progress of the stretching process and the thinning of the cylinder wall is improved. But it must be noted that the lubricant can only be applied on the working surface of the die, and the contact surface between the punch and the material must not be lubricated, because there is favorable friction between the punch and the surface of the blank, which can prevent the material from sliding and pulling. cracking and thinning.
7.12. What technology and processing equipment do you need to repair the stamping die?
Each part of the stamping die must first go through these procedures:
First of all, we have to cut the material. How can we proceed to the next step of processing without cutting out the material. Cutting, that is to say, rough machining. Generally, a template must first be roughly planed by a planer, and then rough-grinded and rough-machined by a large water mill (grinder, also known as a large grinder), leaving a certain margin (usually 50 margins, and the accuracy requires plus or minus ten). It’s ok), and then heat treatment is required. After the heat treatment is completed, after finishing with a large grinder, the accuracy is required to be higher at this time. For example, the thickness of the template is 25.00mm, then the accuracy requirement must be within plus or minus 0.01mm within. Depending on the function of the template, it doesn’t matter if there is a difference of one or two, as long as the printed product has no mold marks.
After the grinding machine is processed, it is sent to put the threading hole, then wire cutting, and then milling machine, CNC, etc. .
If it is a small part, it is like this: according to the size of the part, use a sawing machine to saw, or use a milling machine to mill, grind it with a grinder after roughing, and cut off the excess cutting pieces. (also known as high-speed milling machine) processing, if you need to discharge, put it away. After the completion of the quality assurance measurement.
Generally speaking, they are planers, lathes, milling machines, drilling machines, and grinders. These are the mold fitters who must be proficient in operating them. However, now slightly larger factories basically do not use planers and lathes, because they are all processed by special personnel. , you don’t need to worry about it at all. Apart from planers and lathes, what other processing equipment must be mastered by fitters?
Since making a set of stamping dies requires so many processing equipment, what about repairing the dies? Why should the mold be repaired?
Because it is broken, the product cannot be produced; why is it broken? Because the designer’s design is unreasonable, or the mold production time is long, the technical problems of the mold repair personnel, or the carelessness of the production line personnel, etc.
What are the main things to repair the model?
If it is broken, repair it. For example, if the material does not come off, it may be that the spring force is not strong enough, and the design of the stripping parts is unreasonable. At this time, it may be necessary to replace the spring, or increase the spring, or improve the stripping structure, increase the ejector pin, etc. , then you need to use a drilling machine to drill holes, or a milling machine to drill holes and countersink, and you may also use welding, then you need to be able to operate arc-arc welding machines, burn argon arc welding, etc., and you may need to grind and mill after burning wait.
7.13. The function of the pressure groove of the stripping plate of the continuous die
The general mold stripping plate does not have a pressure groove. For example, the general engineering mold does not have a pressure groove, but why does the continuous mold need to design a pressure groove? Why does the engineering mold not need a pressure groove?
Why does the engineering mold not need a pressure groove? This is because the material stamped by the engineering die is generally thicker, rougher, and less precise, and there is no need to punch a strip as long as the continuous die, and the engineering die is also relatively small, the size of the template is not as long as the continuous die, and the size required by the product The precision is not as high as the continuous mold, and it is easier to repair and debug, so the engineering mold generally only needs a limit column, and does not need a pressure groove. For the continuous mold, it needs to complete mass production, and the product precision is higher than that of the engineering mold, so the precision requirements for the mold are relatively high, and the pressure groove is just a way to improve the precision of the mold. Therefore, the continuous mold generally uses the pressure groove and the limit column to control the gap of the product strip in the mold.
Why does the continuous mold need to design the pressure groove? Because when the stripper plate of the continuous mold is in contact with the lower formwork and presses the material, strong pressure does not mean that the material can be completely pressed down, so generally there will be a gap of 0.05mm or less on the stripper plate of the continuous mold and the surface that contacts the lower formwork. The 0.08mm deep pressing groove (can be adjusted according to the thickness of the material), commonly known as “pre-pressing”, the width is just a little wider than the material tape, to ensure that all the materials are pressed inside, so as to ensure that the material tape is in the mold when cutting The gap in the middle is uniform, so that the mold can fully press the material when cutting, and prevent the punch and knife edge from being worn due to uneven pressing, and the bright belt is not neat, etc.
Note: Because the pressure groove and the limit column are used together to control the gap between the product strip in the mold, and the stripper plate is designed with a pressure groove, so when designing the limit column (some places are called the height limit column, That is, the height-restricted pillars.), and the pre-compression depth should also be taken into consideration, so as to reduce the adjustment time of the fitter when setting the mold and speed up the progress of the mold.
For example: the thickness of the product material is 0.20mm, and the pressure groove of the stripper plate can be designed as 0.05mm, then the height of the limit column on the lower formwork can be designed as: the thickness of the lower formwork + (0.20mm-0.05mm), if the thickness of the lower formwork If it is 25.00mm, then the height of the limit column on the lower formwork can be designed as: 25.00mm+(0.20mm-0.05mm)-0.03mm strong pressure=25.12mm, so it is ok, and it is almost enough to leave 0.03mm for strong pressure. If the height of the limit post is designed to be 25.15mm, there will be no strong pressure at this time, which is unreasonable. It is better to leave a little strong pressure, 0.03mm is enough.
7.14. What is the use of the continuous mold foot pallet
What is the use of the continuous mold foot pallet?
The feet can be divided into lower feet and upper feet; the pallets can be divided into lower pallets and upper pallets.
The main functions of the footing plate of the continuous mold are: supporting and fixing the mold, resisting compression and shock absorption, prolonging the life of the mold, increasing the height of the mold, and facilitating the mold (that is, installing the mold on the punching machine), and the lower foot and the lower pallet are also convenient. Eliminate the role of waste.
What is the use of the continuous mold foot pallet? In fact, these things are basically useless, so don’t use them if you can, because there are still mold bases.
When the formwork is convenient, the upper supporting plate and the upper foot can be omitted, that is to say, the upper foot and the upper supporting plate are not required. As long as the formwork is convenient, the formwork groove can be designed on the mold base, so that some savings can be made. Materials, reduce unnecessary waste, and save money for the company.
But pay attention: For molds that need to be blanked, pay attention when ignoring the lower pallet and the lower pad, because the lower pad and the lower pallet also have the function of conveniently removing waste, don’t forget it, if something like this happens The mistake caused the mold to have nowhere to drop the material, but it would be laughed out of the mouth by others.
Under the premise that blanking is not affected or blanking is not required, it is convenient to set up the mold, and other performances of the mold will not be affected, the lower feet and the lower supporting plate can be omitted. Because you don’t need it, of course you don’t need it.
7.15. The effect of stamping die stripping
The stripping plate is a common name for the stripping plate. The code name of the upper mold stripping plate is abbreviated as PSU. On the stripping plate is the stop plate (PPS), and then the splint (PHU), backing plate, etc. Of course, there are not only upper strippers but also lower strippers.
What is off-board? What is the function of stamping die stripper?
“Take off”, of course, does not mean stripped off. There is nothing wrong with stripping off this understanding. The stripping here really refers to the meaning of stripping and stripping, which means to remove the material or product from the mold, commonly known as “stripping”. When repairing mold problems, we often encounter the problem of “no material falling off”, such as “xx mold is not falling off, go and repair it!”, which means that the product sticks to the top and bottom of the mold and cannot come off.
What is the function of stamping die stripper? Of course, the first function is to remove the material, that is, to remove the product from the mold. Do you think it has other functions? What does it look like when the mold is closed?
To sum up, there are two functions of stamping die stripping, one is to strip the material and release the product; the other is to press the material, to press the material for bending, punching and other processes.
7.16. What parts should constitute a relatively complete die
The components that constitute a relatively complete die generally include: templates, inserts, and standard parts;
The template includes: upper and lower pallets, upper and lower feet, upper and lower mold bases, upper and lower templates, upper and lower backing plates, upper and lower splints, stoppers, stripping plates, dies, punches, also known as punches or knife edges wait;
Inserting block (upper die): inserting splint, stripping plate, punch, etc.;
Block entry (lower die): block entry of the lower die, knife edge of the lower die, floating blocks, positioning inserts, etc.;
Standard parts: spring, hexagonal screw, stop screw, wire spring, contour sleeve, guide post, guide sleeve, contour sleeve gasket, dual-purpose pin, ejector pin, etc.;
Non-standard parts: outer positioning, inner positioning, pitch positioning, outer limit column, inner limit column, etc.;
Precautions:
Usually pay attention to safety and don’t put anything in the mold casually. Do not put wrenches, scissors, other tools, etc. in the mold. After the mold is repaired by a mold repairer (technical term: mold repair), you must Take a good look and see if they have forgotten anything in the mold. Of course, ordinary mold repairers will not make such mistakes, but you should also pay attention. Don’t break the mold, or hurt your body or hands. Remember to be safe when doing this. If you forget to take out the contents of the mold, the punch may break the mold. In case of things inside If it flies out? People may also be injured.
Sometimes when the forklift is forking the mold, the fork is not good, and the mold falls. At this time, don’t use your hands to support it. Keep it far away. If the mold is broken, it’s okay, don’t hit people; Be careful to stay away from the mold, and be careful that it will be bad if the mold shakes and touches.
Working in the mold industry or dealing with molds is often prone to accidents. Newcomers should pay special attention to these safety matters when entering the factory.